



What Are You Looking For?

Overview
The baking temperature of powder coating has a significant effect on the color difference of the coating film. The curing temperature and curing time of the powder coating curing process are tested with a furnace temperature tracker.
It is important to carry out regular temperature tests to ensure that all products meet the required curing temperature and curing time to ensure the quality of the coating. When there is a problem with product quality, the cause of the problem in the coating and baking process can be quickly identified and solved in time.

Control temperature and baking temperature management
The temperature and speed of the baking line are generally displayed on the on-site control cabinet of the baking line, and some also have the temperature of the hot air outlet of the combustion chamber. This temperature is measured by a thermocouple (or RTD) mounted on the baking line.
This control temperature is the temperature at a fixed position on the baking line. In fact, the baked product is not in the same space as this test temperature point.
Controlling thermocouples (RTDs) requires monthly accuracy testing. Replace the control thermocouple (RTD) with a new one every two years.
The baking temperature and baking time refer to the actual temperature of the workpiece and the cumulative time to maintain it not lower than this temperature, not the set temperature of the curing oven and the walking time of the workpiece in the furnace.
Quality control requires that all products meet the required curing temperature and curing time, with the maximum temperature not exceeding the maximum allowable temperature of the powder.
The temperature of the coating line must be tracked and tested regularly with a furnace temperature tracker. Generally, at least the upper, middle and lower product temperature and a little furnace gas temperature are tested.
In the case of the acceptance of the coating line, the re-use of the coating line after maintenance, the replacement of heating equipment, the replacement of temperature-controlled thermocouples (thermal resistance), etc., the furnace temperature curve must be tested before the production can be rescheduled. Daily testing is done at least once a month.
SMT furnace temperature tracker
1.Furnace temperature tracker
The furnace temperature tracker can be divided into a four-channel (model SMT-4) simple furnace temperature tracker, a seven-channel (SMT-X7-4M-300-K) wireless furnace temperature tracker, etc., and the most suitable furnace temperature tracker can be selected according to the number of measurement points to be tested and the requirements of process temperature and time .
2.Test principle
The furnace temperature tracker is equipped with an incubator for thermal insulation, and the temperature data is recorded in the furnace temperature tracker with the product into and through the oven.
Sensors used to test temperature are generally K-type thermocouples. There are paste thermocouples, clamp thermocouples, magnet thermocouples, etc., and the thermocouple fixing method is selected according to the process requirements.
The test temperature sensor can measure the temperature of the atmosphere in the baking oven at one point, and the surface temperature at different positions of the product at multiple points. The temperature data in the entire oven is recorded in the furnace temperature tracker.
After the furnace is released, through communication with the computer, the data of the whole process is read out, and the test results are analyzed with special software to obtain the curing time and the maximum temperature of the baking process that are higher than the two curing temperatures (selected according to customer requirements).
The wireless furnace temperature tracker adopts WIFI wireless communication and USB communication, which can embed real-time temperature data into the control system.
Test Methods and Procedures
1.Set the sampling period
Set the sampling period on the setting software or the furnace temperature tracker display, there are 1s, 2s, 5s, 10s, 20s, etc., usually set to 1s.
2.The thermocouple is fixed on the workpiece
The hot end of the thermocouple is fixed on the surface of the workpiece to be measured, and the furnace gas temperature is measured with a furnace gas thermocouple.
Paste thermocouple: use high-temperature tape to paste the thermocouple on the surface of the workpiece, especially suitable for metal parts, plastics, special-shaped workpieces with a thickness of less than 2mm, etc. It is characterized by a short response time.
Clamp thermocouple: easy to fix, suitable for all kinds of aluminum alloy workpieces.
Magnet thermocouple: only suitable for all kinds of iron workpieces, not suitable for stainless steel, aluminum, plastic and other workpieces; The downside is the long response time. Test at least a little of the furnace atmosphere temperature.
3.Furnace test
Before entering the furnace, turn on the furnace temperature tracker switch and start recording. The furnace temperature tracker is fed into the furnace together with the workpiece to record and save the temperature change of the powder coating of the workpiece throughout the curing process. Stop recording after baking and then unplug the thermocouple.
4.Download the data for analysis
After the furnace temperature tracker is baked, the recorded temperature data is downloaded to the computer through the data cable, and the data is analyzed through the special analysis software.
5.Save the test temperature data
At the same time, the actual set temperature of the oven and the speed of the assembly line are recorded, and the test results are analyzed.
Actual test examples
1.Aluminum alloy wheel coating temperature test
Automotive aluminum alloy wheels are increasingly coated with powder coatings, and at present, China's aluminum wheel industry mainly uses transparent powder for surface coating.
Painting is the final process of aluminum alloy wheel production, the main function of the process is to increase the corrosion resistance of the wheel hub in various environments during driving and the appearance of the appearance, and can be sprayed in different colors according to the needs of users.
After each layer of spraying is completed, such as wheel base coating, color paint spraying, transparent layer spraying, etc., it needs to be cured into a film, so each set of spraying equipment is connected to a set of curing oven and the corresponding cooling furnace, and the actual temperature curve of the furnace temperature can be tested and adjusted with SMT furnace temperature tracker to ensure that the temperature curve meets the process requirements.
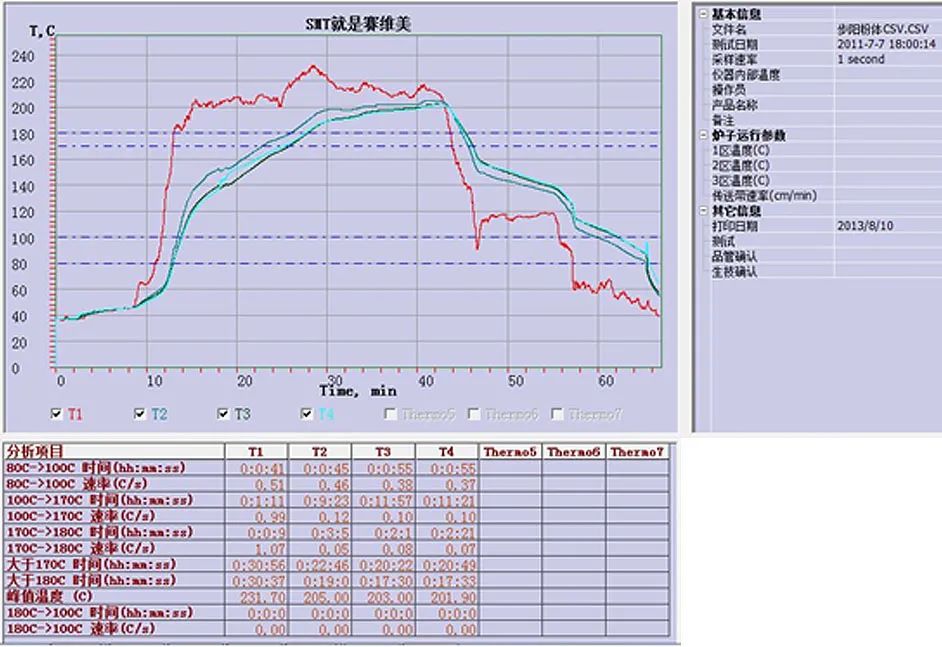
Figure 1 shows the temperature curve of the hub coating furnace. The maximum air temperature reaches 231.7°C, which is a bit on the high side and cannot be higher than the maximum allowable temperature for powder coatings. Due to the thickness of the workpiece, if the curing time at high temperature cannot meet the requirements, the speed of the assembly line can be reduced.
Fig.1. Coating temperature curve of aluminum alloy wheels
2.Appliance coating temperature test
The powder curing process used for home appliance coating is 180±10 °C, and the baking time is 15±5min, which is normal curing.
However, the two are interrelated, and the initial commissioning of the equipment requires the use of an SMT furnace temperature tracker to measure the surface temperature and accumulation time of the upper, middle and lower parts of the largest workpiece, and adjust the curing oven set temperature and conveyor speed (which determines the travel time of the workpiece in the furnace) according to the measurement results until the above curing process requirements are met.
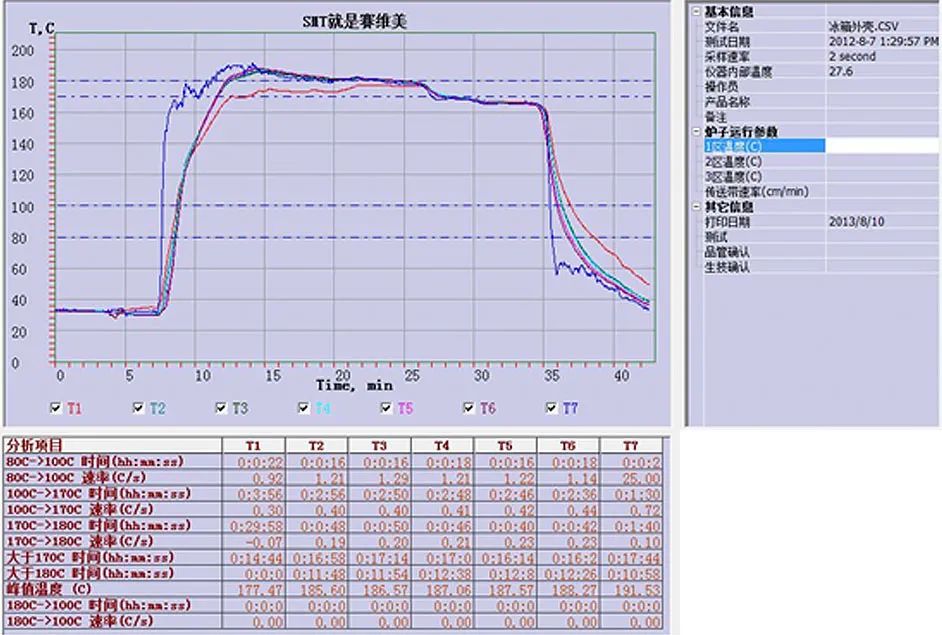
In this way, the correspondence between the two can be derived. Figure 2 shows the coating temperature curve of the refrigerator shell. This temperature profile is reasonable.
Fig.2. Temperature curve of household appliance coating
3.Color-coated sheet coating temperature test
Color-coated sheet refers to the product of baking organic paint applied to the surface of the substrate in a continuous production process.
As a composite material, color-coated sheet not only has high strength, easy molding, but also has good corrosion resistance, and organic coatings can be formulated in a variety of different colors.
And with the help of printing, embossing and other technologies to make imitation wood grain, leather grain and other patterns, so that the color-coated board has good decorative properties, so it has been more and more widely used in construction, home appliances and transportation.
In the production process of color-coated board, curing is the key process, after the coating is applied to the substrate, it needs to be heated to volatilize the solvent in the wet coating, and at the same time, the organic matter is polymerized or cross-linked under the action of a catalyst.
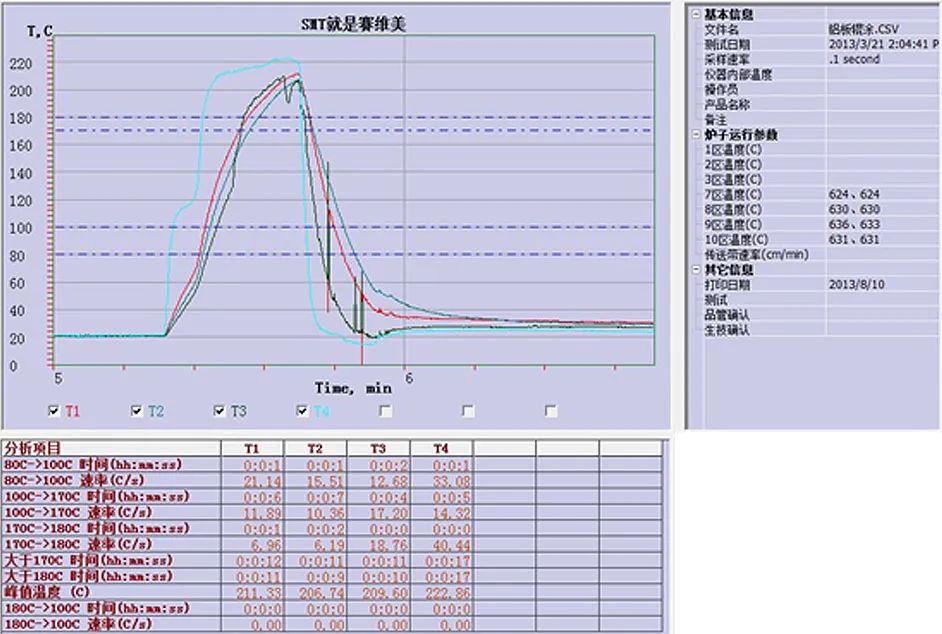
Curing not only makes the coating firmly bonded to the substrate, but also makes it have certain mechanical and physical properties, so the control of curing process parameters directly affects the product performance of the color-coated board. Figure 3 shows the temperature curve of aluminum plate color coating.
Fig.3. Aluminum plate roller coating temperature curve
4.Aluminum profile coating temperature test
There are two main types of aluminum profile coating lines: vertical and horizontal. It is recommended to use a 4-channel furnace temperature tracker for horizontal type and a 7-channel furnace temperature tracker for vertical type. When curing, it must be baked at the specified temperature and time.
If the temperature is too low and the time is too short, the powder will not form a pattern, and at the same time, the mechanical properties will be greatly reduced due to incomplete melting. The powder curing process is 180±10 °C, and the baking process is 15±3min, which is normal curing. Fig. 4 shows the actual test curve of a horizontal spraying line for aluminum profiles.
Fig.4. Coating temperature curve of aluminum profile
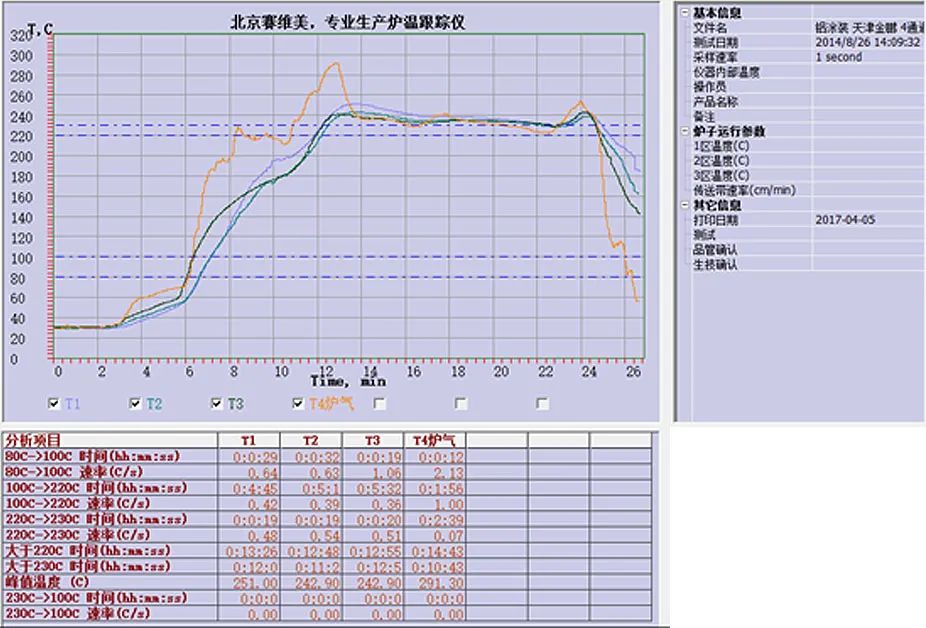
The maximum temperature of the upper, middle and lower aluminum surface was 251.0°C, 242.9°C and 242.9°C, respectively, and the baking time above 220°C was 13min, 12min and 12min respectively.
The furnace gas temperature has a local high temperature, the temperature reaches 291.3 °C, which will not affect the quality of the product when the assembly line is operating normally, if the assembly line stops moving.
At this high temperature, the quality of the aluminium profile baking can be problematic and this local high temperature zone must be eliminated by adjusting the heat distribution of the baking line or by reducing the temperature at the outlet of the high-temperature burner.
conclusion
This article introduces some application examples of temperature management of baking lines and SMT furnace temperature trackers, and it is recommended that the control thermocouples (or RTDs) of the coating line be tested regularly, and the control thermocouples (or RTDs) should be replaced every two years.
The temperature profile of the coating line is tested once a month. After the overhaul of the baking line, when the furnace is shut down and the furnace is reopened, the furnace temperature tracker should be used to check whether the furnace temperature curve is qualified before starting production.

National Unified Hotline :
Email Us :
Company Address :
Nanshan Jingqu Industrial Park, Xiangcheng District, Zhangzhou City, Fujian Province, China






 IPv6 network supported
IPv6 network supported





















